Printing materials
| Portál: | Virtuálna Univerzita Mateja Bela |
| Kurz: | 3D tlač a 3D modelovanie |
| Kniha: | Printing materials |
| Vytlačil(a): | Guest user |
| Dátum: | štvrtok, 2 júla 2026, 12:24 |
Opis
3D printing can work with a wide variety of materials. However, some materials like metals or ceramics place very high demands on the printer, which is why plastic is the most commonly used material.
1. ABS
Acrylonitrile butadiene styrene, also known as ABS, is an inexpensive thermoplastic. It belongs to the fundamental materials of 3D printing. It was primarily used in development, but it remains popular due to its low cost, good properties, and high resistance to mechanical damage. Therefore, it enables the printing of solid and durable objects that are resistant to acids and bases. It is processed at temperatures of 210-250°C, resulting in a product that remains stable even at temperatures up to 100°C.
A drawback is the volume shrinkage during cooling, which can lead to the detachment of the object from the print bed or overall deformation of the model. However, newer printer models can handle this property. Another issue can be the odor emitted by the material, especially when the printer is located in an unventilated space. ABS can also be bonded using acetone, toluene, dichloromethane, or acrylic adhesive.
2. PLA
Polymelkic acid (PLA) is a fundamental material for most printers. It is processed at a lower temperature compared to ABS and does not require a heated bed. Similar to ABS, PLA has a low cost and additionally is undemanding in terms of print requirements while delivering excellent print quality. Another significant advantage is its impact on the environment, as PLA is a biomaterial made from corn starch, emitting a pleasant aroma during printing. However, a drawback is its low melting temperature, which starts at around 60°C.
3. ASA
Acrylonitrile-Styrene-Acrylate (ASA) is an alternative material to ABS and has been specially developed to withstand weather fluctuations. It is thus suitable for exterior applications. It is strong, rigid, and relatively easy to print. It exhibits excellent resistance to weather conditions and doesn't degrade due to UV radiation. It can withstand temperatures up to 120°C. A disadvantage could be slightly less detailed rendering, imperfect surface finish, or printing challenges with more complex shapes.
4. Nylon
Nylon is known for being both strong and flexible, which sets it apart. However, printing with it requires high demands. The extruder temperature needs to be between 230-280°C, a range that not every printer can achieve. Another negative characteristic is its poor adhesion to the print bed and between layers, which can result in model delamination. Printing with nylon is not only demanding but also slow, and attention must be paid to storing the nylon filament because it absorbs moisture from the surrounding environment, thereby reducing its quality.
5. PETG
PETG (polyethylene terephthalate glycol) is a tough and flexible material, resistant to solvents. In finished products, it's used as a replacement for ABS. It's considered safe for health and is suitable for applications involving contact with food. During printing, stainless steel nozzles are typically used to avoid releasing toxic substances into the material when melted. The material can withstand temperatures up to 80°C. A drawback could be an imperfect surface finish.
6. CPE
CPE, or copolyester, is a special material based on terephthalic acid that is well-suited for technical applications due to its excellent durability. It is often used for printing functional prototypes and mechanical components. It's an enhanced version of PET (PETG) filament and can serve as an alternative to ABS without the odor and deformation issues.
7. FLEXI
Flexible materials are made from thermoplastic elastomers and soft rubbery materials that often include additional additives. TPE, TPU, and sometimes TPS are the most commonly used types. These filaments are predominantly soft and elastic, allowing them to withstand high levels of stress.
Flexibles enable a high level of detail and almost perfect surface finish. This technology facilitates the creation of very precise models or functional products where it's necessary to simulate the flexible properties of rubber or silicone. These materials can withstand temperatures up to 90°C.
8. WOOD
The WOOD filament is classic PLA combined with wood particles. The material retains the structure of real wood, allowing prints to be varnished and processed. This filament is made from biodegradable material and exhibits similar mechanical properties to ABS or PLA.
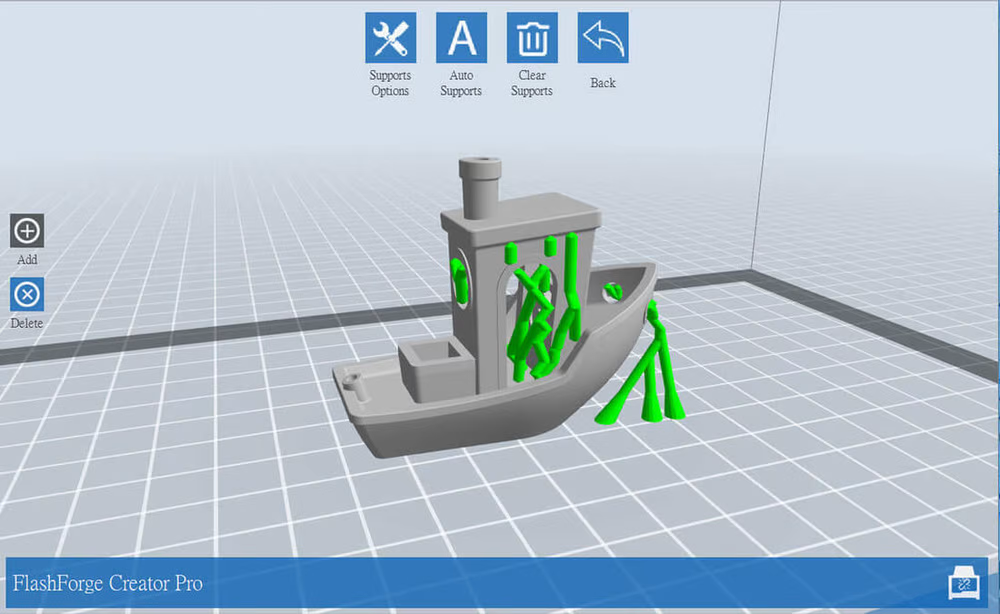
9. Supports
Support structures are sometimes a necessary component when printing. Each layer is deposited on the surface, and if a model has an overhang that isn't supported, there's a high chance it will sag or even collapse. To ensure a successful print, it's necessary to utilize support structures.
Supports are considered a necessary evil in 3D printing. On one hand, they are absolutely essential for models with overhangs or bridges. On the other hand, they increase material costs, add more post-processing work, and can potentially damage the model's surface. Therefore, getting the right support is a crucial aspect of complex 3D print models.
9.1. The 45° Rule
Not all overhangs need to be supported by structures. Generally, if an overhang doesn't angle more than 45° from the vertical, we might be able to print it without the use of supports.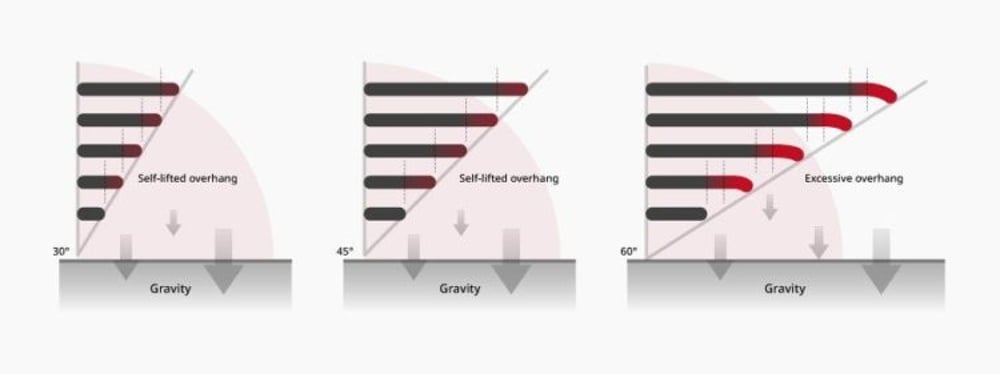
3D printers utilize a very slight horizontal offset between consecutive layers. A layer doesn't stack perfectly onto the previous one unless it's printed as a vertical wall. This allows the printer to handle overhangs that don't deviate too much from the vertical. Anything below 45° can be supported by the preceding layer.
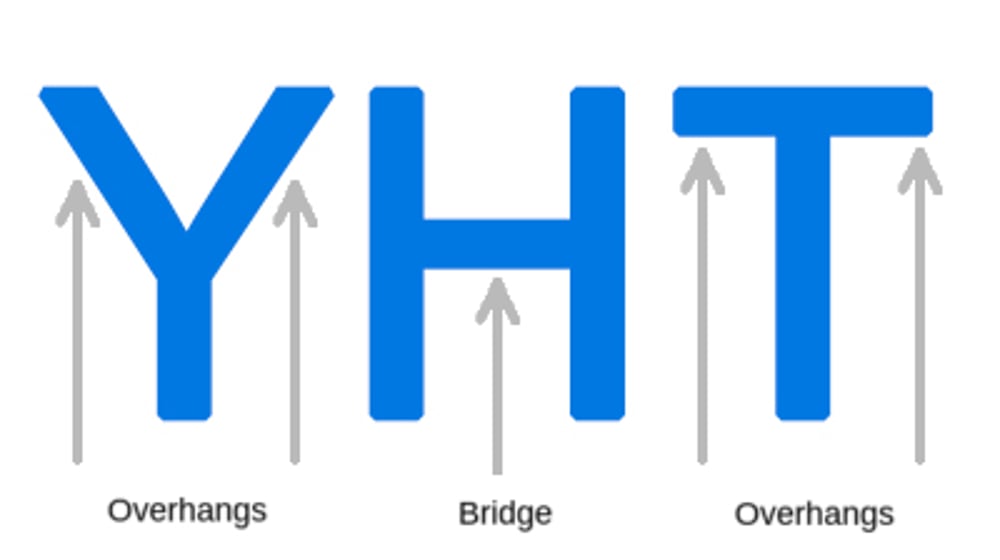
This aspect is best illustrated by the letters Y and T. The two overhangs in the letter Y have an angle less than 45° from the vertical. Therefore, if you intend to print the letter Y, you can get away without using any additional support.

If this overhang wasn't supported, it wouldn't print correctly as the overhang from the vertical would be 90°. Thus, printing the letter T without proper support would not be successful.

9.2. The 10 mm Rule
Similar to overhangs, not all bridges require support. Here, the rule applies: if a bridge is shorter than 10 mm, the printer can likely print it without additional support.
Printers use a technique called bridging, where the hot material is stretched over short distances and managed to print with minimal sagging.
However, if the bridge is longer than 10 mm, this technique does not work. In such cases, adding supports becomes necessary to prevent sagging.
This distance is a general guideline and might not always hold true! It also depends on the printer and its settings. Adjusting parameters, especially active cooling and print speed, can improve bridging performance.
9.3. Types of supports
Grid
Also known as linear support, this is the most common type used in 3D printing. It consists of vertical pillars that touch the overhang throughout its span. This type of support works for almost any overhang and bridge. However, they are more challenging to remove and are more likely to cause surface damage to the model.

Tree
Tree support is a structure that supports the model's overhangs. This type of 3D printing support only touches the overhang at specific points. The advantage of using tree support in 3D printing is that it's easier to remove and doesn't excessively damage the bottom of the overhang. However, it's suitable only for non-flat overhangs, such as the tip of a nose, fingertips, or arches typically found in organic models. It doesn't provide sufficient stability for flat overhangs.
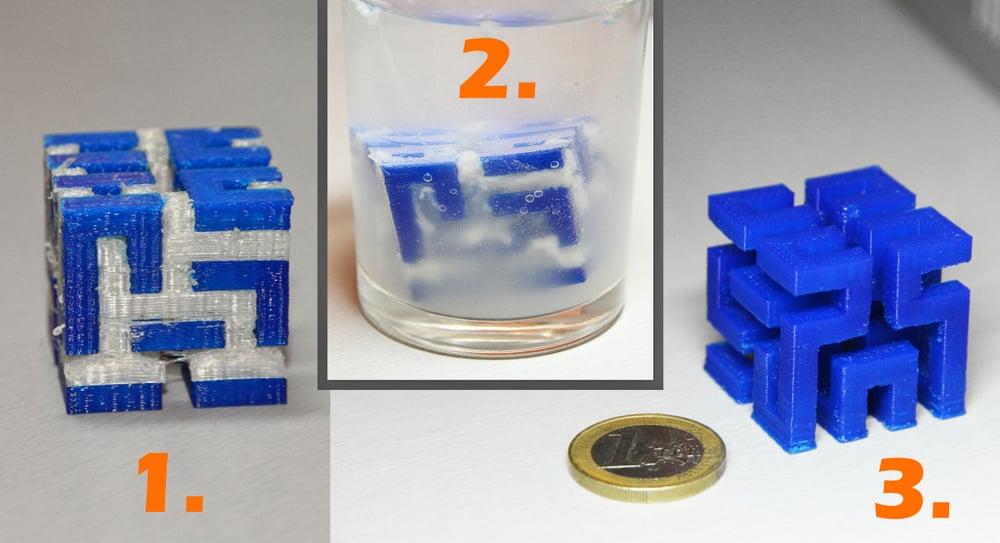
Soluble
If the printer has two extruders, there's a better option available. You can load the main model material into one extruder and a water-soluble material like PVA or a solvent-soluble material like HIPS for support into the other. After printing is done, you can simply dissolve the supports by immersing the model in water. This removal method reduces the risk of damaging the model and makes post-processing easier, making it ideal for complex prints.
10. Additional Materials
Carbon
Filament infused with carbon creates extremely rigid and durable models. Materials like PLA, ABS, PETG, or Nylon are reinforced with carbon fibers.
GLOW
Glow-in-the-dark printing material enriched with phosphorescent particles that absorb light. These materials are usually creamy in color but glow greenish-yellow or blue in the dark. There are variants that are also colored during the day and emit a slight purple or red glow at night.
PMMA
PMMA (polymethyl methacrylate), also known as plexiglass or acrylic glass, is a strong, lightweight, glossy, transparent thermoplastic that is impact-resistant and weather-resistant. It allows UV radiation to pass through and exhibits good optical and electrical insulation properties.
ESD
ESD (electrostatic discharge) filaments are designed for printing components of electronic devices that are exposed to the risk of damage due to electrostatic discharge. High dissipative properties of electric charge ensure the safety of integrated circuits and other electronic components, minimizing the risk of partial or permanent damage.
PVB
PVB (polyvinyl butyral) is mainly used as a thin film for interlayers in safety glass, characterized by exceptional strength, flexibility, and adhesion. The surface of PVB can be smoothed using alcohol, similarly to how ABS is treated with acetone, but without undesirable toxic fumes.
HIPS
HIPS (High Impact Polystyrene) is commonly used as a support material, often for ABS. Printing with HIPS requires a printer with at least two extruders - one for the structural material and one for support. The support material can be easily dissolved using limonene solvent.
PVA
PVA (polyvinyl alcohol) is also a support material that can be easily dissolved in water, making it advantageous for complex models or models with nearly enclosed cavities. It is used with printers equipped with a minimum of two extruders.
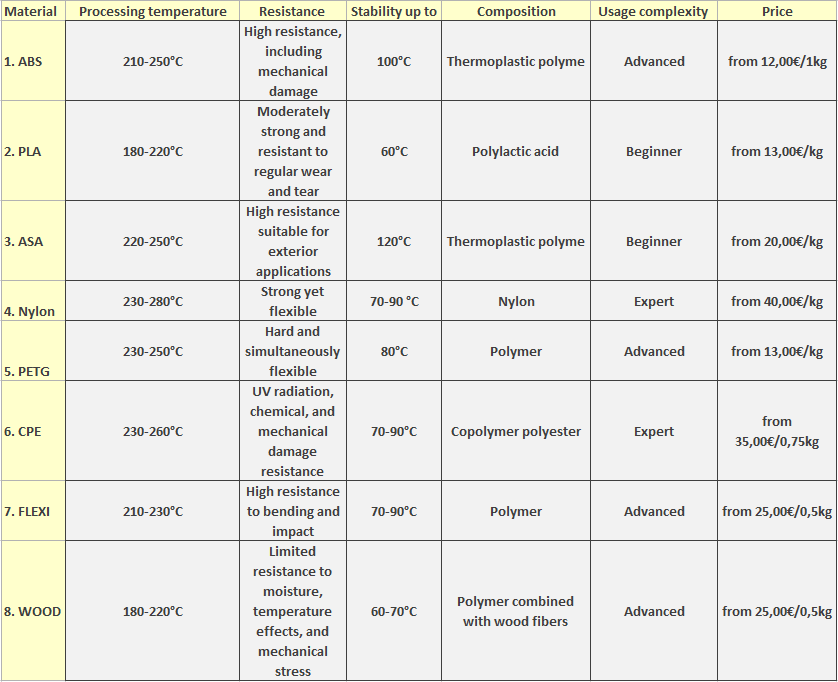
11. Comparison of materials