Materiály 3D tlače
| Portál: | Virtuálna Univerzita Mateja Bela |
| Kurz: | 3D tlač a 3D modelovanie |
| Kniha: | Materiály 3D tlače |
| Vytlačil(a): | Hosťovský používateľ |
| Dátum: | štvrtok, 2 júla 2026, 12:23 |
Opis
3D tlač dokáže pracovať s veľkým množstvo materiálov. Avšak nie niektoré, ako napríklad kovy alebo keramika kladú na tlačiareň veľmi veľké nároky a preto sa najčastejšie pracuje s plastom.
1. ABS
Aakrylonitrilbutadiénstyrén alebo skátene ABS je nízko nákladný termoplast. Patrí ku základným materiálom 3D tlače. Používal sa najmä pri rozvoji, no stále patrí medzi populárne, nakoľko má nízku cenu, dobré vlastnosti a vysokú odolnosť proti mechanickému poškodeniu. Umožňuje preto tlačenie pevných a odolných objektov, ktoré sú odolné voči kyselinách aj zásadám. Spracováva sa pri teplote 210-250°C, výsledný produkt je preto stály aj pri teplotách do 100°C.
Nevýhoda je zmenšovanie objemu počas ochladzovania, čo môže viesť ku odlupovaniu objektu od tlačovej podložky či celkovej deformácií modelu. S touto vlastnosťou si však už nové modely tlačiarní dokážu poradiť. Ďalšou nepríjemnosťou môže byť aj zápach s materiálu pokiaľ sa tlačiareň nachádza v nevetranom priestore. ABS je taktiež možné lepiť pomocou acetónu, toluénu, metylénchloridu alebo akrylátovým lepidlom.2. PLA
Polymliečna kyselina (PLA) je základným materiálov pre väčšinu tlačiarní. Spracováva sa pri nižšej teplote oproti ABS a nepotrebuje vyhrievanú podložku. Rovnako ako pri ABS, PLA má nízku cenu a navyše je nenáročný pre požiadavky na tlač s výbornou výslednou kvalitou. Ďalšími značnou výhodou je dopad a životné prostredie, nakoľko je PLA biomateriál vyrábaný z kukuričného škrobu a príjemná aróma počas tlače. Nevýhodu však predstavuje nízka teplota, pri ktorej sa PLA začína roztápať a to je okolo 60°C.
3. ASA
Akrylonitril-styrén-akrylát (ASA) je materiál alternatívna k ABS a bol špeciálne vyvinutý tak, aby odolal rozmarom počasia. Je tak vhodný pre pre exteriérové aplikácie. Je silný, tuhý a relatívne ľahko vytlačitelný. Vyznačuje vynikajúcou odolnosťou voči poveternostným podmienkam a nedegraduje pôsobením UV žiarenia. Vydrží teploty až do 120°C. Nevýhodou môže byť horšie vykresľovanie detailu, nedokonalá povrchová úprava či problém tlače pri zložitejších tvaroch.
4. Nylon
Nylon
patrí k pevným no zároveň pružným materiálov, čo ho vyznačuje. Tlač
s ním si však vyžaduje vysoké nároky. Teplota exdtrudera musí byť
230-280°C, čo nedokáže zabezpečiť každá tlačiareň. Ďalšiu negatívnou
vlastnosťou je zlá priľnavosť ku podložke a aj samotných vrstiev, čo môže
mať za následok rozpadnutie modelu. Tlač je nie len náročná ale navyše aj
pomalá a pozornosť je potrebné venovať aj uskladneniu nylonového vlákna
nakoľko absorbuje vlhkosť okolitého prostredia a tým znižuje svoju
kvalitu.
5. PETG
PETG (polyetyléntereftalát) je tvrdý a flexibilný materiál, odolný voči rozpúšťadlám. Pri hotových výrobkoch sa používa ako náhrada ABS. Je zdravotne neškodný a je vhodný pre aplikácie, pri ktorých dochádza k styku s potravinami. Pri tlači sa zvyčajne používajú trysky z nerezovej ocele, ktoré pri tavení neuvoľňujú toxické látky do materiálu. Materiál znesie teplotu do 80°C. Nevýhodou môže byť nedokonalá povrchová úprava.
6. CPE
CPE čiže kopolyester je špeciálny materiál na báze kyseliny tereftalovej, ktorý je svojou výbornou odolnosťou predurčený pre technické využitie, najmä pre tlač funkčných prototypov a mechanických súčastí. Jedná sa o vylepšený PET (PETG) filament a môže slúžiť ako alternatíva k ABS bez zápachu a deformácií.
7. FLEXI
Flexibilné materiály sú vyrobené z termoplastických elastomérov a mäkkých gumových materiálov obsahujúcich ďalšie prísady. Najčastejšie sa používa TPE, TPU, prípadne TPS. Vlákna prevažne mäkké a pružné, a môžu preto odolávať vysokej záťaži.
Flexi umožňuje vysokú mierou detailu a takmer dokonalú povrchovú úpravu. Táto technológia umožňuje vytváranie veľmi presných modelov alebo aj funkčných výrobkov, pri ktorých je nutné simulovať flexibilné vlastnosti gumy alebo silikónu. Znesie teplotu do 90°C.
8. WOOD
Filament WOOD je klasickej PLA kombinované s časticami dreva. Materiál si zachováva štruktúru reálneho dreva a výtlačky tak môžu byť lakované a opracované. Ide o vlákno vyrobené z biologicky odbúrateľného materiálu a vykazuje podobné mechanické vlastnosti ako ABS alebo PLA.
9. Podporné materiály
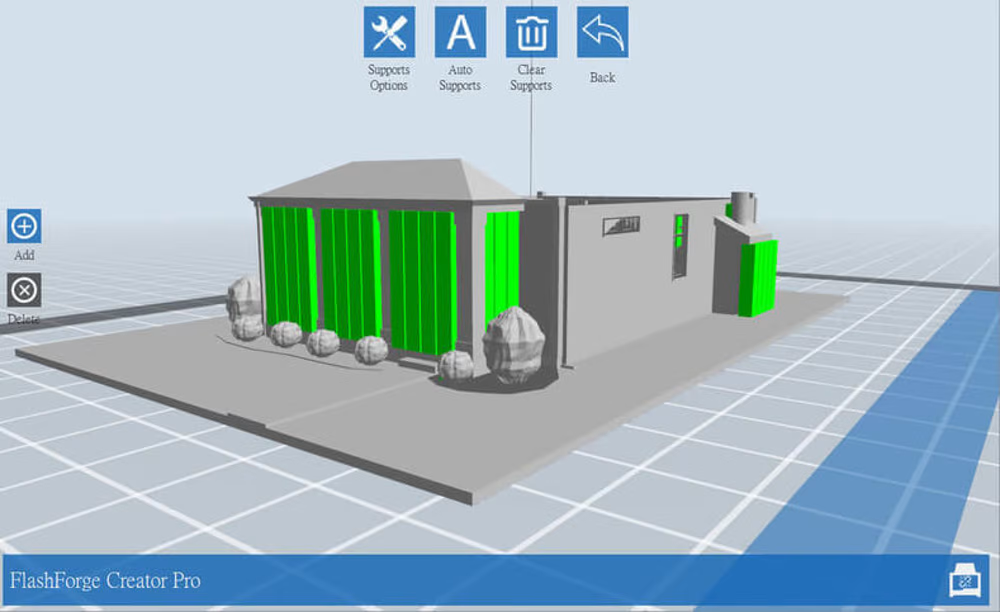
Podperné materiály (support) sú niekedy nevyhnutá súčasť pri tlačení. Každá vrstva je nanesená na povrch a ak má model presah, ktorý nie je podopretý ničím podopretým, je veľká šanca, že sa preliači alebo dokonca spadne. Na zabezpečenie úspešnej tlače je teda potrebné využiť podporné štruktúry.
Supporty sú v 3D tlači považované za nutné zlo. Na jednej strane sú absolútne nevyhnutné pre modely s prevismi/presahmi alebo mostíkmi. Na druhej strane zvyšujú náklady na materiál, pridávajú viac práce po spracovaní a môžu poškodiť povrch modelu. Správny support je preto veľmi dôležitým aspektom komplikovaných modelov 3D tlače.
9.1. Pravidlo 45°
Nie všetky presahy musia byť podopreté supportami. Spravidla platí, že ak sa presah nenakláňa nad väčším stupňom ako 45° od vertikály, možno budete môcť tento presah vytlačiť bez použitia supportov.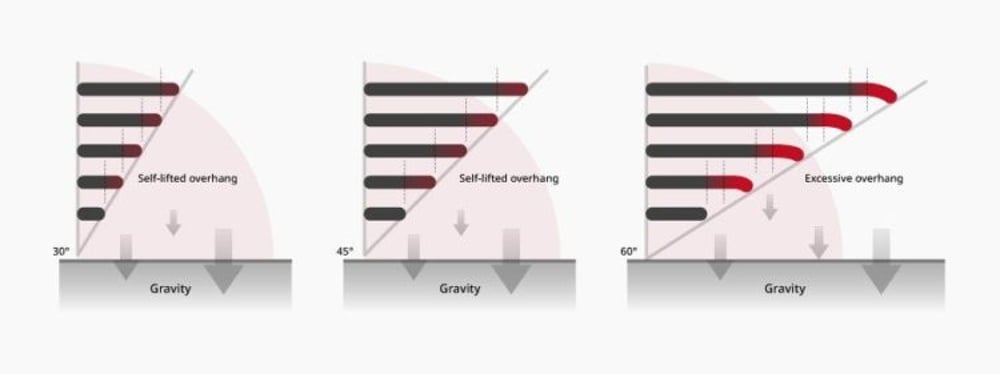
3D tlačiarne používajú veľmi malý horizontálny posun medzi po sebe nasledujúcimi vrstvami. Vrstva sa nenaskladá dokonale na predchádzajúcu vrstvu, pokiaľ nie je vytlačená ako zvislá stena. To umožňuje tlačiarni tlačiť presahy, ktoré sa príliš nenakláňajú od vertikály. Čokoľvek pod 45°môže byť podporené predchádzajúcou vrstvou.
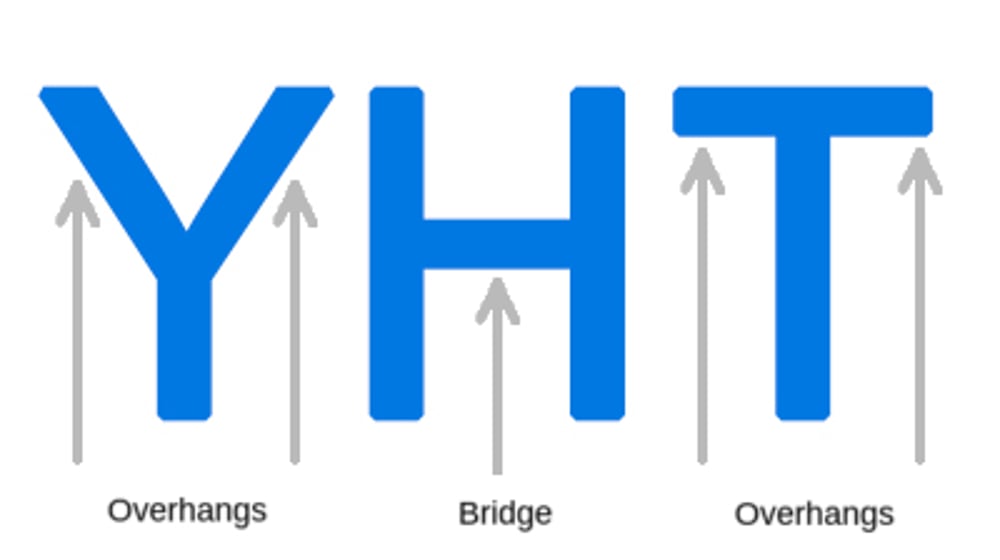
Tento aspekt je najlepšie znázornený písmenami Y a T. Dva presahy v písmene Y majú uhol menší ako 45° vzhľadom na vertikálu. Preto, ak chcete vytlačiť písmeno Y, môžete sa dostať preč bez použitia akejkoľvek podpory.

Pokiaľ by tento presah nebol podopretý, nevytlačil by sa správne keďže presah vertikály je 90°. Vytlačenie písmena T by teda nebolo správne.

9.2. Pravidlo 10 mm
Rovnako ako previsy, nie všetky mosty vyžadujú support. Tu platí pravidlo: ak je mostík kratší ako 10 mm, tlačiareň ho môže vytlačiť bez podpier.
Tlačiarne na to využíva techniku zvanú bridging – kedy sa horúci materiál natiahne na krátke vzdialenosti a zvládne ho vytlačiť s minimálnym priehybom.

Ak je však mostík dlhší ako 10 mm, táto technika nefunguje. V tomto prípade je potrebné pridať supporty, inak dôjde k previsnutiu.
Táto vzdialenosť je však len ako všeobecné pravidlo a nie vždy musí platiť! Záleží aj od tlačiarne a jej nastavení. Úpravy parametrov, najmä aktívne chladenie a rýchlosť tlače, to môžu zlepšiť vytváranie mostíkov.
9.3. Druhy supportov
Mriežka
Tiež známy ako lineárny support, ide o najbežnejší typ používaný pri 3D tlači. Pozostáva zo zvislých pilierov, ktoré sa v celom rozsahu dotýkajú previsu. Tento typ supportu funguje takmer pre každý previs a most. Oveľa ťažšie sa však odstraňujú a oveľa pravdepodobnejšie spôsobia poškodenie povrchu modelu.
Strom
Stromová podpera je štruktúra, ktorá podopiera previsy modelu. Tento typ podpory 3D tlače sa previsu dotýka len v určitých bodoch. Výhodou použitia stromovej podpory 3D tlače je, že sa ľahšie odstraňuje a príliš nepoškodzuje spodnú stranu presahu. Je však vhodný iba pre neploché previsy, ako je špička nosa, špička prstov alebo oblúky, ktoré sa zvyčajne nachádzajú na organických modeloch. Neposkytuje dostatočnú stabilitu pre ploché previsy.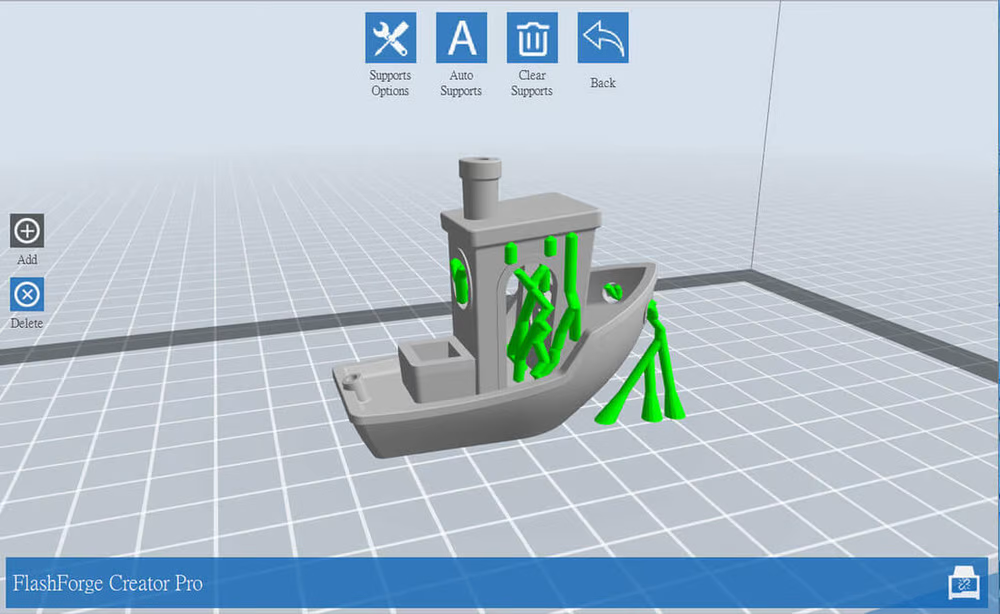
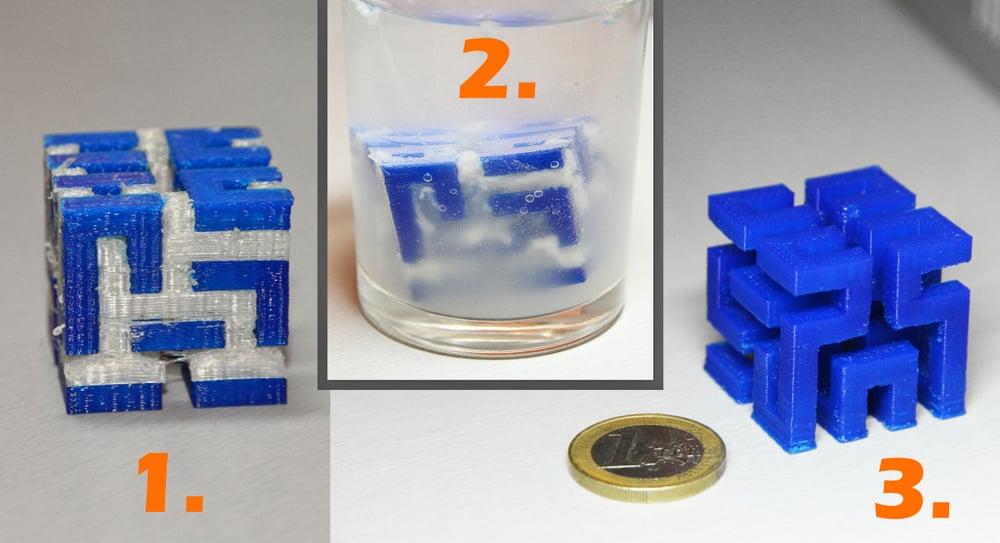
Rozpustné
Pokiaľ má tlačiareň dva extrudéry, existuje lepšia možnosť. Do jedného extrudéra môžeme vložiť materiál na tlač modelu a do druhého vo vode rozpustný materiál ako je PVA alebo limonén rozpustný materiál ako HIPS na tlač supportov. Po dokončení tlače sa jednoducho zmyjú ponorením modelu do vody. Tento spôsob odstraňovania znižuje riziko poškodenia modelu a uľahčuje prácu po spracovaní, vďaka čomu je ideálny pre zložité výtlačky.
10. Ďalšie materiály
Carbon
Filament s prímesou uhlíka (karbónu) vytvára extrémne tuhé a odolné modely. Materiály PLA, ABS, PETG alebo Nylon sú vystužené uhlíkovými vláknami.
GLOW
Tlačový materiál svietiaci v tme, ktorý je obohatený o fosforeskujúce častice absorbujúce svetlo. Materiály sú najčastejšie krémovej farby no v noci svietia v zelenožltej či modrej farbe. Existujú však tiež varianty, ktoré sú farebné aj cez deň a v noci mierne svietia fialovo, červeno apod.
PMMA
PMMA (polymethylmetalkrylát) tiež známy ako plexisklo alebo akrylátové sklo, je silný, ľahký, lesklý, priesvitný termoplast odolný proti nárazu či poveternostným vplyvom. Prepúšťa UV žiarenie a má dobré optické vlastnosti aj elektroizolačné vlastnosti.
Esd
Ide o špeciálne filamenty určené pre tlač komponentov elektronických zariadení, ktoré sú vystavené riziku poškodenia v dôsledku elektrostatického výboja. Vysoké disipatívne vlastnosti elektrického náboja zaisťujú bezpečnosť integrovaných obvodov a ďalších elektronických súčiastok a minimalizujú tak riziko čiastočného alebo trvalého poškodenia.
PVB
PVB (polyvinyl butyral) sa používa najmä ako tenká fólia pre medzivrstvy bezpečnostných skiel, ktoré sa vyznačujú mimoriadnou pevnosťou, pružnosťou a priľnavosťou. Povrch PVB je možné vyhladzovať pomocou alkoholu, podobne ako ABS acetónom, ale nedochádza tu k nežiaducim jedovatým výparom.
HIPS
HIPS (High Impact Polystyrene) sa používa ako podporný materiál najčastejšie pre ABS. Pri tlači je potrebné mať tlačiareň minimálne s dvomi extrudermi - pre konštrukčný materiál a pre podporu. Podporný materiál sa po vytlačení jednoducho rozpustí v limonenovom rozpúšťadle.
PVA
PVA (polyvinylalkohol) je takisto jeden z podporných materiálov, ktorý sa dá ľahko rozpustiť už v samotnej vode, preto je výhodné použiť ho pri veľmi komplexných modeloch alebo modeloch s takmer uzavretými dutinami. Používa sa pri minimálne dvoch extruderoch v tlačiarni.
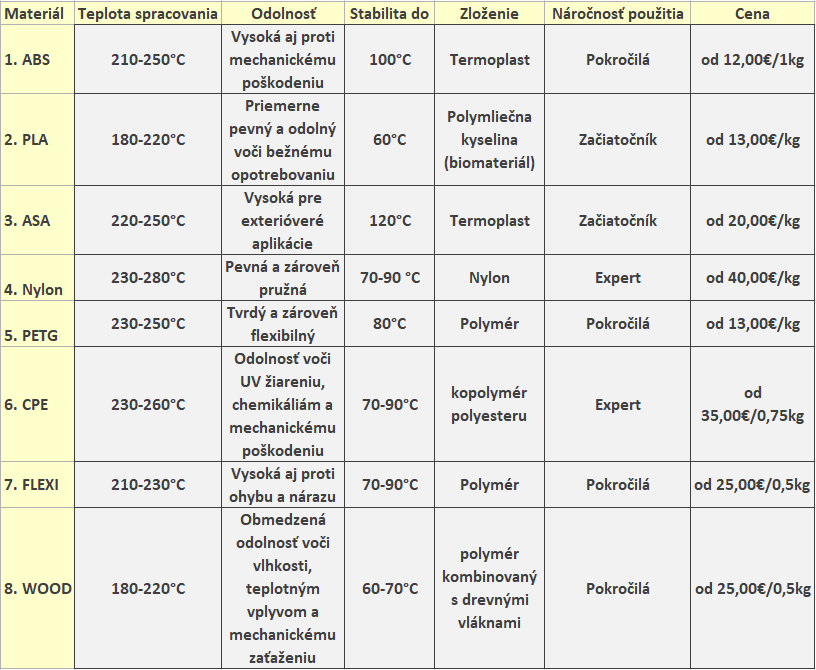
11. Porovnanie materiálov